 June 24, 2026
June 24, 2026
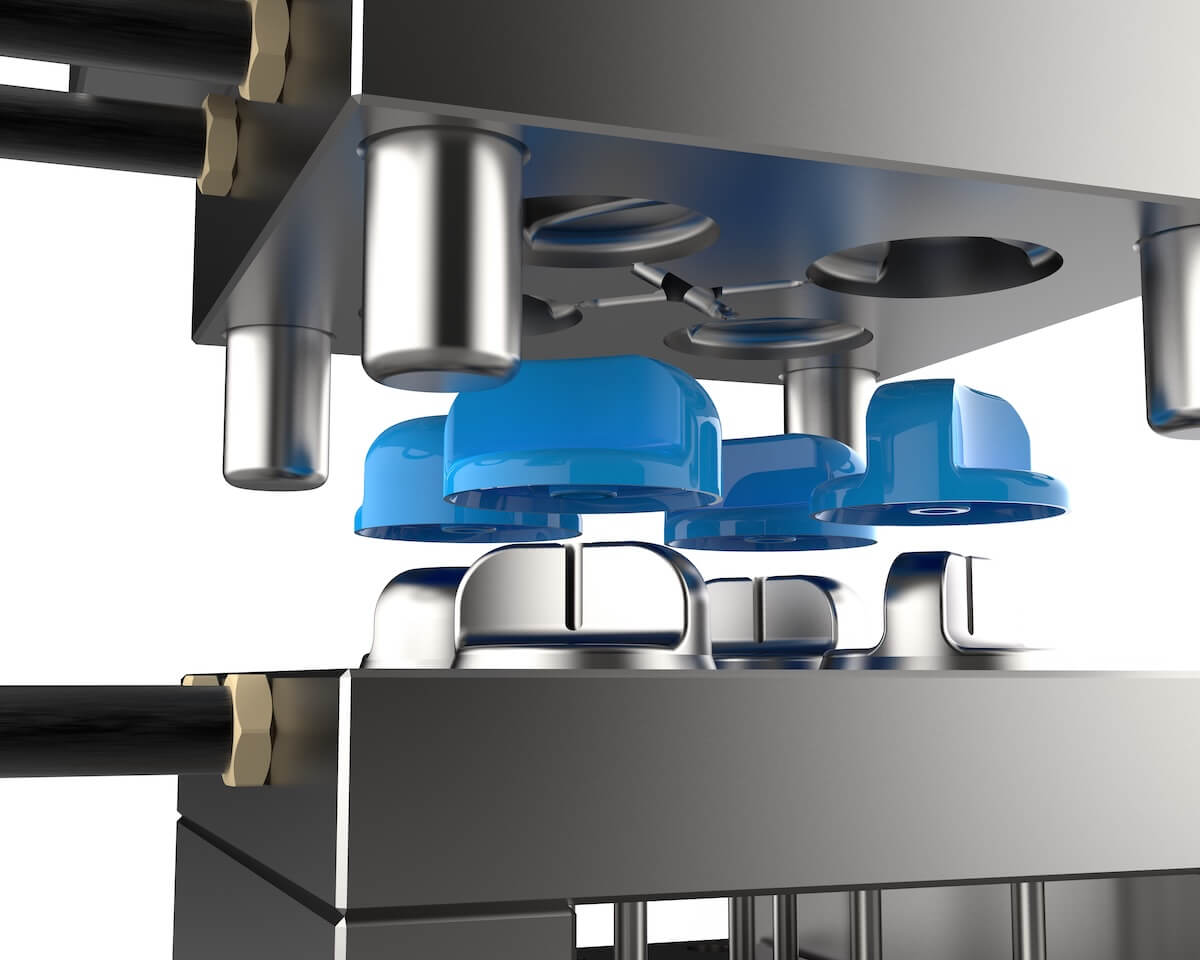
How to Estimate Plastic Injection Molding Part Cost Before You Build the Mold
One of the most common mistakes in plastic injection molding programs is treating part cost as something that gets figured out after tooling is built. By that point, the decisions that most directly determine cost have already been made: wall thickness is set, part geometry is locked, material has been chosen, and the mold structure […]